初めまして、ブログ初投稿の19-Mizukamiです。アクア研に所属しています。今回はアルミのロウ付け加工とそれを用いた制作物について紹介します。
この記事はrogy Advent Calender 2022の18日目の記事です。

- ロウ付けとはどのような加工方法か
ロウ付けは金属同士を接合する加工法ですが、いわゆる溶接とは似て非なるものです。溶接は材料となる金属の温度や圧力を上げ、材料そのものを溶かして接合する加工法です。そのため溶接にはアセチレンバーナーや溶接機などの大がかりな機材や安全な加工場所が必要となります。(注1)
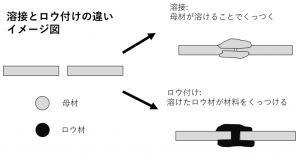 溶接とロウ付けの違いのイメージ。
溶接とロウ付けの違いのイメージ。
(自分は工学を専門としていないので間違ってたら教えてください。)
一方でロウ付けはそこまでの高温高圧を必要としません。先述の通り材料自体を溶かして接合する溶接に対して、ロウ付けは材料よりも低い融点を持つ”ロウ材”を溶かして材料の隙間に流し込むことで接合します。実は、電子回路製作に欠かせない半田付けもロウ付けの一種です。ロウ材がはんだ線、バーナーが半田ごてに対応すると考えるとイメージしやすいのではないでしょうか? アルミの融点は660℃程度であり、ロウ付けに必要な温度は400℃~600℃程度です。これはホームセンターで売られているようなガスボンベとバーナーでも十分可能な温度であり、ガスボンベ、バーナー、ロウ材(、安全な加工場所)以外に必要なものはありません。そのため、ロウ付けを用いればDIYレベルでも気軽にアルミの接合をすることができます!
注1: 特にアルミを溶接するためには、その酸化皮膜の影響を排除するためにArガスを用いた特殊な溶接法(TIG溶接)が必要となる。
- 防水におけるロウ付けの利点
私が所属するアクア研では、プールや海洋で活動できる水中ロボットを製作しています。その水中ロボットにおいて、必要不可欠な技術が”防水“です。ロボットに必要なバッテリーや回路を水から保護するため、ほぼ全ての水中ロボットは防水容器(耐圧殻)を搭載しています。そのため、水中ロボットを作る上では防水容器を自作(あるいは購入)する必要があります。
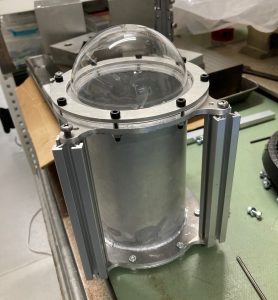
 機体中央の銀色の筒が防水容器
機体中央の銀色の筒が防水容器
防水容器を自作する際、Oリングによって防水されている蓋の部分以外は、水が入り込まない様に一切の隙間無く密閉されていなくてはなりません。この水密性の問題は防水容器を自作する上で大きな障壁となります。今回アルミ製防水容器を製作するにあたって、この問題を解決するために取り入れたのがロウ付けです。ロウ付けをすると、接合する金属同士の隙間がロウ材によって隙間無く覆われることで高い水密性と耐久性を発揮します。
今までアクア研で製作してきた防水容器は水密を主に接着剤に頼っており、高圧での変形や耐久性が課題でした。しかし今回作成したロウ付け防水容器は11mもの水深で10分という防水テストを突破し、複数回の大会参加やプール実験、それに伴う輸送を経ても問題無く防水できています。また、アルミは放熱性が高いため、熱による回路のトラブルのリスクも低減してくれます。
 いままでアクア研が作成したサイズの異なるロウ付け防水容器
いままでアクア研が作成したサイズの異なるロウ付け防水容器
 水深11mのプールで防水試験を行っている様子(中央少し下にあるのが機体)。屈折の関係で浅く見えるかもしれませんが、11mは建物3~4階分の高さに相当するらしいです。水圧はだいたい1気圧(0.1MPa)かかります。
水深11mのプールで防水試験を行っている様子(中央少し下にあるのが機体)。屈折の関係で浅く見えるかもしれませんが、11mは建物3~4階分の高さに相当するらしいです。水圧はだいたい1気圧(0.1MPa)かかります。
- ロウ付け防水容器作成時の加工条件
ここからは実際の加工条件とその様子について説明します。
用意したものは次の通りです。また加工に際しては、東工大ものつくりセンターの一角を貸していただきました。- ガスバーナー (新富士バーナー RZ-830)
- ガスボンベ (新富士バーナーRZ-860)
- ロウ材 (STRAIGHT HTS-2000)
- [材料]アルミパイプ (A5052 or A6063)
- [材料]アルミ板材切削加工品 (A5052)
- コンクリートブロック複数
- 安全手袋、安全めがね
バーナーはボームセンターで手に入るレベルで最も火力が高いもの、ロウ材は融点が特に低くてフラックスが必要ないものを選定しました。ろう材の融点が高い(つまりアルミの融点に近い)と加熱に時間がかかったり、温度が上がりすぎて材料が溶けてしまう恐れがあります。また、アルミは異なる材質(例えばA5052とA6063)でも問題無くロウ付けできるようです。
 加熱しすぎて部分的に溶けてしまったアルミパイプ。
加熱しすぎて部分的に溶けてしまったアルミパイプ。
- 実際の加工の様子
ここでは実際のロウ付け加工の様子とポイントについて大まかに説明します。

それなりの火力のバーナーを扱うので、加工場所は周りに燃えるものがない場所で行いましょう。万が一のためにバケツに入れた水を用意しておくとよいかと思います。初めて加工を行う場合は、先に端材で練習をして感覚を掴むことをおすすめします。

準備ができたら本番の加工に入ります。あらかじめ接合面をやすりがけした材料をくっつけたい形にセットして、バーナーで加熱していきます。半田付けするときにランドをしっかり温めてからでないとはんだが定着しないのと同様に、ロウ付けでも材料をロウ材の融点付近(今回は400℃)まで加熱しないと定着しません。時々材料にロウ材をこすってみて、どろっと溶けたら加熱完了の目印です。

接合したい材料の間にろう材を流し込んでいきます。このとき、どちらかの部品が十分加熱されていないとろう材がはじかれてしまいくっつきません。しっかりと両方の材料の面にぬれが起きていることを確認しながら行います。

ロウ付け完了後、材料が十分冷えるのを待ちます(水につけて急冷はしない)。そして最後にロウ付け面に漏れがないかリークチェックを行います。もし漏れてきてしまった場合はその箇所にロウ材を盛って補強し、再びリークチェックです。
ちなみに漏れてくるとこんな感じになります。こうなると加熱からまたやり直しなので結構辛いです。
そして、最終的に仕上がったのがこちら

今回は蓋の部分はカメラでいろいろな方向を見られるようにアクリル半球を使ってみました。ロウ付け面も良い感じの仕上がりですね!もっと練習すればよりきれいに仕上げられるかも…?
- まとめ
今回はアルミのロウ付け加工と、それを応用した防水容器の作成についてご紹介しました。ロウ付けは溶接ほど大がかりな機材もいらずDIYレベルでもできるので、防水容器を作ってみたい方は是非チャレンジしてみてください。そうでない方もネジ止めできない部分の固定等にも使えるのではないかと思います。
読んでいただきありがとうございました~~
